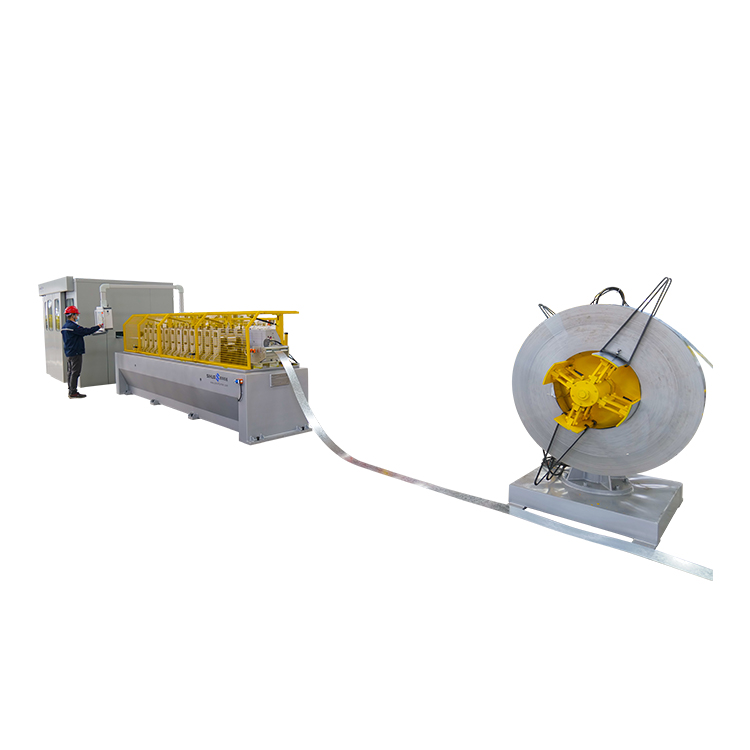
skæremaskine til 0,4-1,3 mm bredde 1300 mm
| Parametre for råmaterialer for stålspoler | |
| (1) Anvendeligt materiale | galvaniseret spole |
| (2) slidstykkelse | 0,4 mm ~ 1,3 mm |
| (3) Pladebredde | 300 mm ~ 1250 mm |
| (4) Stålspolens indre diameter | Φ508mm |
| (5) Ydre diameter af stålspole | Φ1600mm |
| (6) Vægt af spole | 15 tons |
| Parametre for færdigt produkt | |
| (1) Breddetolerance | ± 0,05 mm |
| (2) Burr-længde | 0,03 mm |
| (3) Antal delte strimler | 1 mm pladetykkelse, 25 strimler |
| (4) Lodret forskydningsrethed | 1 mm / 2000 mm |
| (5) Spolens fulde cirkeldiameter | Φ508mm |
| (6) Afspolerens ydre diameter | Φ1600mm |
| Andre parametre for udstyret | |
| (1) Enhedshastighed | 0~120 m/min |
| (2) Gulvareal (ca.) | inden for 17 m |
| (3) Strømforsyning | 380V / 50 HZ trefaset og femtråds |
| (4) Installeret kapacitet | omkring 160 kW |
| (5) Drivmotor | åben spolemaskine AC11 KW almindelig maskinemotor AC75 KW almindelig maskinemotor AC90 KW Hydraulisk stationsmotor AC7,5KW |
| (6) Enhedens retning | vendt mod betjeningskonsollen fra (venstre) til (højre) (maskine i fremadgående retning) |
| (7) Produktionsoperatør | 1 teknisk medarbejder og 2 øvrigt ansatte |
| (8) Enhedsfarve | blå |
1. Spolebil
2. Hydraulisk afruller
3. Hydraulisk hjælpestøtte I
4. Krydsende bro I
5. Sideføring og skæremaskine
6. skrotopruller (begge sider)
7. Krydsningsbro II
8. separator og spændingsbord
9. Hydraulisk opruller
10. Hydraulisk hjælpestøtte II
11. Udgang fra spolevogn til opruller 1
2. Hydraulisk system
13. Elektrisk styresystem

1 spolevogn (1 sæt)
(1) Hovedstruktur: stålplade, ganghjul, fire føringssøjler, transmissionsaksel osv.
(2) Vægtbærende 15 tons, hydraulisk motordrev, ganghastighed 6 meter i minuttet.
(3) Olietrykskraft: løftehøjde på 600 mm, olietrykcylinder: FA- Φ125 mm (1 gren).
teknisk parameter
| form | Kraftig stålramme, olietryk og motorstyring |
| mængde | A |
| Type V-overflade | Nylonplade + svejsning af stålplade |
| leje | 15 T |
| Lifttur | 600 mm |
| Bilens gangkraft | motor |
| Bilens ganghastighed | 6 m/min |
Struktur og anvendelse: bruges til at fodre den åbne koder, transportere stålspolerne fra opbevaringsbordet til rullen på den åbne koder, vognens gang styres af en olietryksmotor og løft til styring af hydraulisk cylinder.
Løftemekanisme: hydraulisk cylinder og glidende fire-styret søjlestruktur, løftekraften leveres af cylinderen, cylinderen skubber V-typen lejebord for at realisere funktionen af øvre og nedre stålspiral.
Gangmekanisme: Olietryksmotor og parallelføringsskinnestruktur. Gangkraften leveres af olietryksmotoren, hvilket gør det muligt for elevatorstolen at bevæge sig vandret langs den åbne koders aksiale akse. Begge ender af skinnen er begrænset til en blok for at forhindre afsporing af elevatorstolen.
2. Hydraulisk afspoler (1 sæt)
teknisk parameter
| form | Svejset stålpladeramme, hydraulisk ekspansionsdorn | |
| mængde | A | |
| leje | 15 T | |
| Stålspolens indre diameter | Φ508mm; | |
| Ydre diameter på stålspole | MAKS.: Φ1800 mm | |
| Åben spolebuepladestruktur | ||
| Område for stigning og krympning af buepladen | Φ460mm-Φ520mm | |
| Bueplade | 45 # støbt stål (kromfinish) | |
| Åben rullebremse | 2 sæt skivebremser | |
| Udledningsmetode | Tag initiativ til at fodre | |
| Åben rullekraft | 11 kW motor | |
Åbn rullen og luk rulleudtagningsanordning med rulletryk
A, funktion:
Når stålspolen er monteret, skal spolens indre diameter strammes, spolen åbnes eller spolen tages ud.
Understøt spolepladen og tilfør spænding til stålbåndet, bestående af ramme, hovedaksel, ekspansionsvalsetromle, afspolingsknusningsanordning, hjælpestøtte, bremseanordning og kraftdel.
B, struktur
a) Hovedramme: lavet af ståltype, A3 stålplade, #45 stål, to lejer er boret på én gang for at sikre koncentricitet af spindelinstallationen og ingen radial vibration.
b) Hovedaksel: Bestående af 40 Cr rundstål med et borehul i diameter på 85 mm, kvalitetsjustering og derefter raffineret bil, rulleakseldiameter på 190 mm, lejevægt på 15 tons.
c) Hæv og krymp tromlen: Anvend en træk- og skub-ekspansionstromle af glidetypen; fire buede plader (stål nr. 45), linjeskåret gliderpar, ekspansionsdiameter: Ф470 mm-520 mm; tromlens effektive arbejdslængde er 1300 mm, den integrerede dorn sikrer, at tromlens koncentricitet øges og mindskes, tromlen hæves til en diameter på 508 mm på drejebænkens runde vogn, overfladen galvaniseres med hårdkrom.
d) Udrulningspresseanordning: bestående af presserulle, støttearm og oliecylinder; presserullen er forsynet med polyurethanfedt, og materialehovedet løsnes ikke, og støttearmen løftes af den hydrauliske cylinder.
e) Bremseanordning: Ved hjælp af pneumatisk skivebremseenhed kan bremsestyrken justeres, og bremsen kan parkeres, når bremsen er stram, for at sikre, at der ikke er løs rulle i standby- og boot-tilstand, så der ikke ridser pladens overflade under løs rullening. Synkroniseringskontrol med åben rullefremføring.
f) Olietrykskraft: Tryk og træk dornen: specifikation for olietrykscylindermodel: Ф 150150 mm, olieforsyningstilstand for roterende led (Taiwan oliefelt); tryk og løft den hydrauliske cylinder Ф 80220 mm.
g) Elektrisk strøm: Åben viklingsmaskines effekt anvender 11 kW AC-motor med lukket gearkassedrev (1 sæt)
3. Hydraulisk hjælpestøtte (1 enhed)
(1) Anvendelse: Understøt rullens udkragende for at øge rullens stivhed.
(2) Hjælpestøtten er en albuestangsmekanisme, som løftes eller sænkes af den hydrauliske cylinders svingarm.
(3) Når rullen åbnes, hæves svingarmen for at holde den udkragende ende af viklingsmaskinen, og når rullen rulles, falder svingarmen.
4. Krydsende bro (1 enhed)
(1) Hovedstruktur: Rammen er svejset med stålplade.
(2) Olietrykseffekt: øvre og nedre: olietrykcylinder: CA- Φ 80 mm (1).
teknisk parameter:
| form | Rammen og overgangsbeslaget er svejsede stålpladedele, og overgangsrullen er en klæbende rulle |
| mængde | A |
| Levende ærme (længde dybde) | 3000 mm × 3500 mm |
| Måden at løfte et sæt borde på | Hydraulisk cylinder understøtter løftet |
Struktur og anvendelse: Bruges til at styre synkroniseringen og bufferen af stålbåndhastigheden mellem afstripperen og føderen. Bordet er lavet af nylonplade for at sikre, at pladens overflade ikke ridses. Placeringen af tre par elektriske øjestyringsstålremme i den levende muffebrønd kan opretholde tilstrækkelig lagerplads i brønden.
5. Sideføring og skæremaskine (1 sæt)
Tekniske parametre for den laterale føringpositionering
| form | Stålpladesvejsebase, stativ til rulle og ramme |
| mængde | A |
| Bredde på tværs af brættet | 200-1250 mm |
| Breddejustering | Juster fra håndhjulet |
| Rullematerialet | GCr15 stål |
| niproll | Φ120 mm × 1300 mm |
Struktur og anvendelse: Til orientering af pladebredden for at forhindre stålpladen i at afvige. Vertikale ruller er anbragt på begge sider af pladens bredderetning, fastgjort på deres respektive glidelejer, og glidelejet justeres på føringsskinnen langs pladens bredderetning for at imødekomme forskellige pladebredder. Den vertikale rulle er hærdet, og rulleoverfladen er forkromet for at øge overfladehårdheden og forhindre mekanisk slid.
Maskinens tekniske parametre
| form | Stålpladesvejsebase, kraftgearkasse, buegang og ramme |
| mængde | Et sæt |
| Opdel hastigheden | 120 m/min |
| Akseldiameter | Φ180 mm × 1300 mm |
| materialekvalitet | 42CrMo |
| Spændvidde (oplyst eksklusive dette) | Φ300mm Φ180mm 10mm (YD inderdiameter tykkelse) |
| Hovedmotorens effekt | AC75Kw motor |
| Mobil motor til buegang | Monteret uden for stativet uden at påvirke kniven |
Struktur og anvendelse: Maskinen er en enhed, der kan skære i længderetningen med lodret vinkel i forskellige bredder. Bredden af det færdige produkt kan fleksibelt ændres ved at udskifte kompositmuffen. Knivakslen justeres synkront mellem den nederste og den øverste aksel for at opnå en præcis justering af afstanden mellem den øverste og nederste aksel. De øverste og nederste aksler er fastgjort med møtrikker i aksial retning, og akselenden af de øverste og nederste blade er fastgjort. Brug sidestativet (motordrev) til at udskifte bladet.
(1) Hovedstruktur: stålplade, støbesæde, synkron gearkasse, universaldrev, elektrisk skrueløfteanordning.
(2) Værktøjsskaftmateriale: 40 Cr, knivskaftdiameter: Φ180 mm 1300 mm, mellemfrekvensbehandling efter grov bearbejdning, slibning, hårdforkromning, 20 mm med not.
(3) Knivskaftlås: Møtrikken låser værktøjet.
(4) Justering af trykpladen på en gruppe beslag, justering af løftehøjde op og ned, fast træ med.
(5) Bevægelse af værktøjssæde: elektrisk ind- og udkørsel, løft af knivskaft, elektrisk synkronisering.
(6) Forskydningskraft: 75 KW almindelig motor med frekvensomformer.
6. Skrotopruller (begge sider)
én forbindelse; uafhængig frekvensomformningsspændingskontrol
teknisk parameter:
| form | Stativ til svejsede stålplader |
| struktur | Venstre og højre uafhængig tilførselsstruktur forbundet; spole, presseaksel og transmissionskonstruktion. Styret af oliecylinderen for nem aflæsning |
| mængde | To; en til venstre og en til højre |
| Modtag bredden af skrotkanten | Og 2-10 mm / den ene side |
| opviklingshastighed | 0-120 m/min |
| Rul vægten | MAKS: 300 kg |
| Hovedmotorens effekt | AC 3 kW (to) |
| vejrtrækning | Mekanisk ekspansion |
Struktur og anvendelse: Sidematerialeviklingsmaskinen er en anordning, der bearbejder strimmelviklingen på begge sider. Motordrevet, med en anden olieudløbscylinder, stabil og holdbar.
7. Krydsningsbro II (1 enhed)
(1) Hovedstruktur: Rammen er svejset med stålplade.
(2) Olietrykseffekt: øvre og nedre: olietrykcylinder: CA- Φ 80 mm (1).
teknisk parameter:
| form | Rammen og overgangsbeslaget er alle svejsede stålpladedele, og overgangsrullen er en gummirulle |
| mængde | A |
| Levende ærme (længde dybde) | 3000 mm × 5000 mm |
| Måden at løfte et sæt borde på | Hydraulisk cylinder understøtter løftet |
| Skrædderpresseplade | Forhindr pladen i at falde ned i brønden og beskadige materialet |
Struktur og anvendelse: Bruges til at styre synkroniseringen og bufferen af stålbåndets hastighed mellem retraktor og afisoleringsværktøj. Bordet er lavet af nylonplade for at sikre, at pladens overflade ikke ridses.
8. Separator- og spændingsbord
(1) Hovedstruktur: stålplade, separationsvalse, PU-gummi osv.
(2) Spændepude: dæk med uldfilt ovenpå.
(3) Rebelt-rulle: PU-gummi, Φ350 mm.
(4) Olietrykskraft: løft af spændepude: olietrykcylinder: FA-Φ 80 mm (2 stk.).
teknisk parameter:
| form | Base og ramme til svejsning af stålplader |
| mængde | Et sæt |
| Sektorstørrelse | Φ80×Φ180*3 |
| Separat sætstørrelse | Φ80×Φ110×& |
| Den midterste trykrulle | Lodret løft |
Struktur og anvendelse: Separation af langsgående forskydningsstrimler for at forhindre spænding af maskinen ved stabling, nem at samle. Der er to sæt separationsskiver. Separationsskivens aksel kan fjernes fra betjeningssiden for at lette udskiftning og rengøring.
| form | Stålpladesvejsning af base, stel, bremsesystemsammensætning |
| mængde | A |
| Trykpladetype | Pladen drives af cylinderen for at opnå den ideelle kompressionsspænding |
Funktion: Placer stålbåndet og påfør ensartet spænding på hvert stålbånd til omrulning, og den genererede spænding bestemmer omrulningens tæthed. Den ensartede spænding kan gøre viklingen pæn; den består hovedsageligt af hovedramme, forreste separationsramme, pressemaskine, bageste separationsramme, spændingstrin og føringsrulle.
B, struktur:
● Hovedrammestruktur: lavet af profil, svejsning af stålplademontering, bearbejdning af basisfladen efter udglødning.
● Forreste separationsramme: Anvend en uafhængig ramme af føringstypen, hvor rammen er forbundet via de to overflader, og separatoren er monteret på skillevæggen for hus og muffe, hvilket er meget praktisk; den forreste separationsramme kan bevæge sig op og ned i forhold til hovedrammen og kan stoppe i enhver højde.
● Spændingsplatform: Den består af en sidepladebue, en øvre portalramme, en nedre pudeplade, en øvre pudeplade og en oliecylinder. Uldfiltet kan fastgøres på den øvre og nedre pudeplade. Pladebåndet passerer mellem den øvre og nedre pudeplade, og trykpudepladen frembringer spænding. Den øvre pudeplade drives synkront af to oliecylindre.
● Styrerulle, pladeanordning
Styrerulle: Ved hjælp af lejesæde, sømløst stålrør indpakket i PU-gummi, dynamisk balancebehandling, er funktionen at føre pladebæltet ind i oprulleren.
Pladeanordning: Består af et tandstangs- og drivsystem. Pladeanordningen anvender en hydraulisk drivstruktur, hvis funktion er at sende pladehovedet til oprulleren.
9 Hydraulisk opruller
(1) Hovedstruktur: Tromlen har en sømløs struktur; stålplade, separationsvalse, hovedaksel, firebueplade (zigzag), glideblok, sideplade, leje, lejesæde, træk- og trykcylinder, kassereduktionsgear, hydraulisk trykanordning, dampbremse osv.
(2) Spoleudvidelse og -kontraktion: Φ480mm~Φ508mm, med kæbeanordning, olietrykcylinder: FA-Φ150mm (1 gren).
(3) Elektrisk effekt: 90 KW almindelig motor er udstyret med frekvensomformer.
Tekniske parametre for vikleren
| form | Svejset stålpladeramme, hydraulisk ekspansionsdorn med enkelt arm og gearkassestruktur |
| mængde | A |
| leje | 15 T |
| Stålspolens indre diameter | Φ508mm |
| Spindelmateriale | 42 Cr Mo |
| Rulleflapbueplade | 45 # stål efter kvalitetsbehandling, overfladen er belagt med hård krom |
| Kondenseret klemmemunding | Oliecylinderdrev op og ned |
| Ydre diameter på stålspole | MAKS.: Φ1800 mm |
| Skub materialebræt | Oliecylindertryk |
| bremseenhed | Skivebremse type bremse |
| Hovedmotorens effekt | AC90 kW motor |
Struktur og anvendelse: Dette udstyr bruges til at oprulle båndet efter langsgående forskydning. Det består af rammehus, tromle, transmissionssystem, hæve- og krympesystem, bremsesystem, smøresystem, hydraulisk system osv.
Transmissionssystem: Spindlen drives af motoren. Forøgelses- og krympningssystem: Spændingen tilvejebringes af hævnings- og krympeoliecylinderen for at få glidesædet på hovedakslen til at producere forskydning, og qi-formede skyderen og glidesædet producerer forskydning for at realisere tromlens hævning og sammentrækning.
Tekniske parametre for separatorakselens trykarm
| form | Base og ramme til svejsning af stålplader |
| mængde | A |
| Sektorstørrelse | Φ80×Φ180×3 |
| Separat sætstørrelse | Φ80×Φ110×& |
Struktur og anvendelse: Dette udstyr bruges til at spole langsgående skæring tilbage. Pressematerialearmen svinges af oliecylinderen. Presseakslen kan manuelt spredes omkring det faste omdrejningspunkt for at udskifte isoleringspladen (puden).
10 Hydraulisk hjælpestøtte II
(1) Anvendelse: Understøt rullens udkragende for at øge rullens stivhed.
(2) Hjælpestøtten er en albuestangsmekanisme, som løftes eller sænkes af den hydrauliske cylinders svingarm.
(3) Når rullen modtages, hæves svingarmen for at holde den udkragende ende af viklingsmaskinen, og når rullen er i gang, falder svingarmen.
11 Udgangsspolevogn til opspoler (1)
(1) Hovedstruktur: stålplade, ganghjul, fire føringssøjler, transmissionsaksel osv.
(2) Hydraulisk motordrev, gang 6 meter pr. minut.
(3) Olietrykskraft: løftehøjde på 600 mm, olietrykcylinder: FA- Φ125 mm (1 gren).
Teknisk parameter:
| form | Kraftig stålramme, olietryk og motorstyring |
| mængde | A |
| Type V-overflade | Svejsning af stålplader |
| leje | 15 T |
| Lifttur | 600 mm |
| Bilens gangkraft | motor |
| Bilens ganghastighed | 7 m/min |
Struktur og anvendelse: til aflæsning af spolen, aflæsning af stålspolen fra spolen, kørsel med vogn til styring af olietryksmotor, løft og løft til styring af hydraulisk cylinder.
Løftemekanisme: Hydraulisk cylinder og glidende føringssøjlestruktur, løftekraften leveres af cylinderen, cylinderen skubber V-typen lejebord for at realisere funktionen af øvre og nedre stålspiral, og aflæsningsvognen med anti-inverteret stang.
Gangmekanisme: Olietryksmotor og parallelføringsskinnestruktur. Gangkraften leveres af olietryksmotoren for at få vognen til at bevæge sig vandret langs rullens spiralakse. Begge ender af skinnen begrænses til at blokere for at forhindre vognen i at spore af.
12 Hydraulisk system (1 sæt)
(1) Hovedstruktur: svejset olietank af stålplade, kapacitet på 300 kg og alle former for olietrykventiler, oliepaneler.
(2) Effekt: Klasse E 7,5KW motor og oliepumpe, 30ML, normalt tryk 70kg/cm2, maksimalt tryk: 140kg/cm2.
teknisk parameter:
| mængde | Et sæt |
| brændstoftankkapacitet | 300L |
| Oliepumpens slagvolumen | 25 ml/r |
| Systemets arbejdstryk | 12 MPa |
| motorens kraft | 7,5 kW |
| nedkølingsmetode | Vindkøling |
| arbejdstemperatur | 0℃—60℃ |
| tjenestestof | N68 slidstærk hydraulikolie |
Sammensætning og anvendelse: Til styring af driften af den hydrauliske del af hele produktionslinjen. Ved hjælp af centraliseret styring består systemet af en hydraulisk station, flere ventilstabler og flere rørledninger. Består primært af olietankhus, oliepumpe elektrisk enhed, hydraulisk ventilstabler, hydraulisk rørledning osv.
13 Elektrisk styresystem
(1) Elektronisk styrede operationsbord.
(2) Strømforsyningsspænding: trefaset 380VAC ± 10% Frekvens: 50Hz ± 1
(3) Sammensætning og anvendelse: Systemet er udstyret med en betjeningsstation, hvor hele linjen har centraliseret styring, og betjeningsstationen har digitalt display, justering af høj og lav hastighed, manuel fremføring, kontinuerlig segmentering, fejlalarm og andre funktioner. Hastighedsreguleringssystem, programstyring (PLC) bruger produkter fra Taiwan Yong Hong Company. Andre elektriske styringskomponenter er importerede produkter eller joint venture-produkter af samme kvalitet. Konsol, trykknapboks, detektionskomponenter samt kabler og ledninger. Med berøringsskærmsstyring kan produktionsprocesparametre, herunder hastighed, manuel og automatisk skift, nemt indstilles og ændres, samt driftsstatus for hver del overvåges. Sikre sikker og effektiv drift af produktionslinjen.
14 Beskrivelse af mærke og leverandør:
Mekanisk del
| ordrenummer | navn | producent | bemærkninger |
| 1 | leje | Japan importerede NSK | Opdel værten |
| 2 | leje | Ha-akse, fliseakse | tilbehørsudstyr |
| 3 | Motorgearmaskine | Ying a | |
| 4 | gearreduktion | Guo MAO |
Pneumatisk udstyr
| ordrenummer | navn | producent | bemærkninger |
| 1 | luftcylinder | Indenlandske kvalitetsprodukter | |
| 2 | elektromagnetisk ventil | stjerner | |
| 3 | hastighedsreguleringsventil | stjerner |
Hydraulisk del
| ordrenummer | navn | producent | bemærkninger |
| 1 | elektromagnetisk retningsventil | Olie kun | |
| 2 | elektromagnetisk overtryksventil | Olie kun | |
| 3 | køler | Indenlandske kvalitetsprodukter |
Elektrisk i alt
| ordrenummer | navn | leverandør |
| 1 | PLC | Taiwan yong hong |
| 2 | menneske-computer-grænseflade | Weilun, Taiwan |
| 3 | frekvenstransformator | Huichuan |
| 4 | hjælperelæ | Schneider |
| 5 | Almindelig motor | Jiang Sheng |
| 6 | Lavspændingskomponenter | Schneider |
15 Tilfældig vedhæftning:
(1) Installationstegning af mekanisk fundament, boltfordeling og tegning af produktionslinjelayout.
(2) Tilbehør: 20 stk.; 120 samlede nylonspioner; 20 spændestykker; 120 spændespioner; 1 skæreaksel.
| ordrenummer | Beskrivelse beskrivelse | leveringsomfang | bemærkninger | |
| Sælger | køber |
| ||
| 1 | design | |||
| 1.1 | Designplan | √ |
|
|
| 1.2 | maskindesign | √ |
|
|
| 1.3 | Elektrisk design til maskindrift | √ |
|
|
| 1.4 | Kredsløbsdesign til lufttryk og hydraulisk tryk | √ |
|
|
| 1,5 | Layoutdesign af produktionslinjen | √ |
|
|
| 2 | lave | |||
| 2.1 | Lav tidsplanen | √ |
|
|
| 2.2 | Den mekaniske og elektriske del af fremstillingen | √ |
|
|
| 2.3 | Inspektion og test af produktionen | √ |
|
|
| 2.4 | spraymaling | √ |
|
|
| 2,5 | pakke | √ |
|
|
| 3 | leveringsbetingelser | |||
| 3.1 | Aflæsning på stedet |
| √ |
|
| 3.2 | Aflæsningsudstyr på byggepladsen (kran osv.) |
| √ |
|
| 3.3 | Bekræftelse og opbevaring af udstyr på stedet |
| √ |
|
| 4 | fundamentsarbejde | |||
| 4.1 | Design af fundamenter for anlægsarbejder | √ |
|
|
| 4.2 | Funderingsteknik og rådgivning | √ |
| sælger leverer det grundlæggende kort |
| 4.3 | Inspektion af grundarbejderne | √ | √ |
|
| 4.4 | bugtbolt | √ |
|
|
| 4,5 | Maskinpude (fladt pudejern, skråjern) | √ |
|
|
| 4.6 | Fugemasse og mørtel hældes i det mekaniske fundament |
| √ |
|
| 4.7 | Mørtelen sprøjtes ind i udstyrets fodhul |
| √ |
|
| 4.8 | Indgraveret i beton (H- osv.) |
| √ |
|
| 5 | erektionsarbejde | |||
| 5.1 | Installationsudstyr (køretøj, lastbilkran osv.) |
| √ |
|
| 5.2 | udskiftningsværktøj | √ |
|
|
| 5.3 | Installationsmateriale (hydraulisk pneumatisk rør og ledninger) | √ |
|
|
| 6 | sikkerhedsforanstaltninger | |||
| 6.1 | Grøftedæksel og dykpumpe |
| √ |
|
| 6.2 | autoværnet | √ |
|
|
| 7 | Hydraulisk lufttryk og fryseteknik | |||
| 7.1 | hydraulisk enhed |
|
|
|
| 7.2 | Hydraulisk afløbsteknik (i udstyret) | √ |
|
|
| 7.3 | Hydraulisk drænrørsarbejde (i grøften) | √ |
|
|
| 8 | elektroteknik | |||
| 8.1 | Installer den nødvendige strøm |
| √ |
|
| 8.2 | Primærkabel fra transformerstationen til kontrolpanelet og fordelerskabet |
| √ |
|
| 8.3 | En kabelgrav |
| √ |
|
| 8.4 | Sekundær ledningsføring fra hovedskabet til maskinen | √ |
|
|
| 8,5 | Kabelåbning til sekundær ledningsføring | √ |
|
|
| 8.6 | Motor- og drevstyring | √ |
|
|
| 8,7 | Ledningsføring og afløbsrør i maskinen | √ |
|
|
| 8,8 | Hver linje til strømfordelingsskabet | √ |
|
|
| 8,9 | Godkendelse af brug af belysning og elektriske apparater |
| √ |
|
| 9 | testkørsel | |||
| 9.1 | Materialer til testkørsel |
| √ |
|
| 9.2 | Testmedarbejder |
| √ |
|
| 9.3 | Olieindsprøjtning, gearolie, hydraulikolie osv. |
| √ |
|
| 9.4 | Betjening af vedligeholdelsesværktøjer | √ |
|
|
| 10 | Træning og eftersalgsservice | |||
| 10.1 | Betjeningsmanual og vedligeholdelsesmanual | √ |
|
|
| 10.2 | Drifts- og vedligeholdelsestræning | √ |
| |
(1) Sikkerhedsalarmsystem;
1. Konfigurer bekræftelseslåsen for fælles driftstilstand (sikkerhedslås) og alarmprompten for hver post.
2. Hver driftsstation, inklusive fodring, hoveddrift, aflæsning osv., kan betjene alarmen uafhængigt.
3. Når hver bevægelig enhed fungerer, udløses alarmen.
(2) Sikkerhedslåseanordning (infrarød detektion og alarm for kritisk farlig del)
(3) Udstyrsklemmerulle, forbindelsesaksel, roterende kæde, synlige bremseklodser og andre betjeningsorganer skal være udstyret med beskyttelsesdæksel og sikkerhedsrækværk omkring muffen.
(4) Advarselsskilte for farlige dele og vigtige dele af udstyret
(5) Det roterende legeme skal være markeret med tydelige farver, som skal kunne skelnes fra farven på legemets udstyr (i gul).
1. Køber skal sørge for kølevand og gaskilde til udstyrets grænseflade.
2. Køber skal eje en strømforsyningsboks (trefaset med fem linjer), hvis kapacitet skal opfylde enhedens strømkrav.
3. Der er mere end tre udgangsterminaler i strømfordelingsboksen.
4. Strømfordelingsboksen er inden for 5 m fra hovedbetjeningsskabet.
5. Køber er ansvarlig for at føre strømforsyningen til driftsstationen.
6. Køber skal levere én luftkompressor.
7. Køber skal levere gearolie, hydraulikolie, smøreolie og oliekvalitet leveret af sælger.
8. Køber skal levere de nødvendige materialer til idriftsættelse samt tilhørende hjælpeværktøj og -udstyr.